跟隨條機設備的生產運轉,其中距離套、刀等有一定的配合誤差。一般情況下,距離套、刀具等厚度的精度為0.005。當配合刀片的時間越長,累積誤差越大。
切割后的產品寬度總比配刀的制品面尺寸略高于配刀面尺寸。所以需求提前做出了良好的差值。確定工件邊配刀時的距離套的尺度時參考。同時也要考慮剪裁方法的選擇。
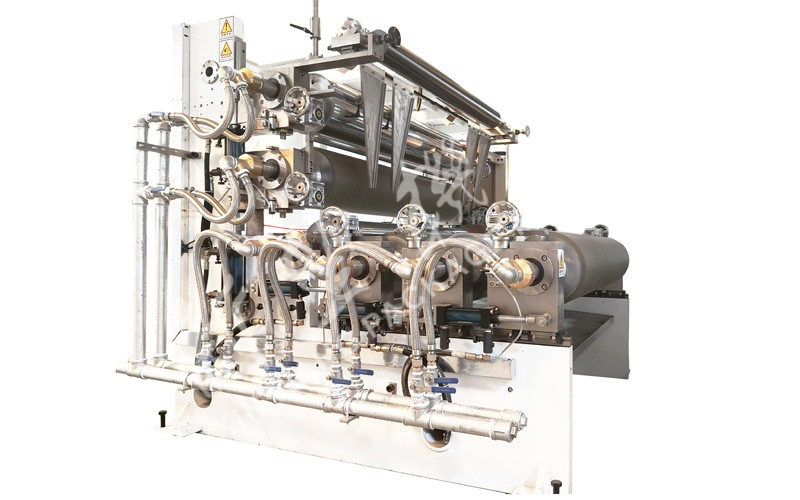
變頻調速裝置對交流異步電動機性能較差、起動轉矩較低和非線性等因素的影響,在分條機實際工作中應用變得越來越普遍。同時,盡可能地避免繞線電動機在2hz以下工作,從而保證繞線電機具有較低的限速。根據分切的寬度和數量,工作人員需要選擇合適的卷材,并正確地安裝在切割機的收卷軸上。
每臺機器都有使用說明,并且您所購買的服務提供者將幫助您安裝。
使用卸膜按鈕,將薄膜放置在備好的卸膜小車上,切斷膜,并用封口膠粘貼好膜卷。放松按鈕釋放卡頭,檢查每一個薄膜卷紙芯是否離開紙芯,如其中一頭還卡在紙芯上,則用人工手工將其卸下。
把放卷軸旋入原料滾筒中,斜滾筒位于中心位置,再緊固兩端圓錐,置于上料搖臂上,按上料按鈕,滾筒自動進入放卷座,轉軸向調整手輪,卷繞機器中央。
調節下切刀,使其邊緣與卷取軸上每根芯管的接縫對齊,然后鎖定下切刀。上刀軸也可以調整,這樣上下刀可以穿透1左右。5毫米。關掉上面的刀片,以便均勻的夾緊它。
——(南方網通推薦)

新望二維碼

地址:廣東省東莞市企石鎮東平村大興路151號

網址:www.vyjq.com.cn

+86-769-86780883/86723139/86736139

售后服務專線:0769-86738139致電總機轉808

郵箱:webmaster@xinwang-dg.com
國內業務:0086-769-86780883
外貿業務:0086-769-86780883轉886/830/818
市場營銷部經理/內貿:139-2685-1812(伍經理)
市場營銷部經理/外貿:135-0981-9098(羅經理)
版權所有:東莞市新望包裝機械有限公司 粵ICP備 05035041號??技術支持:競爭力網絡![]()
本網站部分素材來源于網絡,如有侵權,請立即聯系刪除





 在線咨詢
在線咨詢