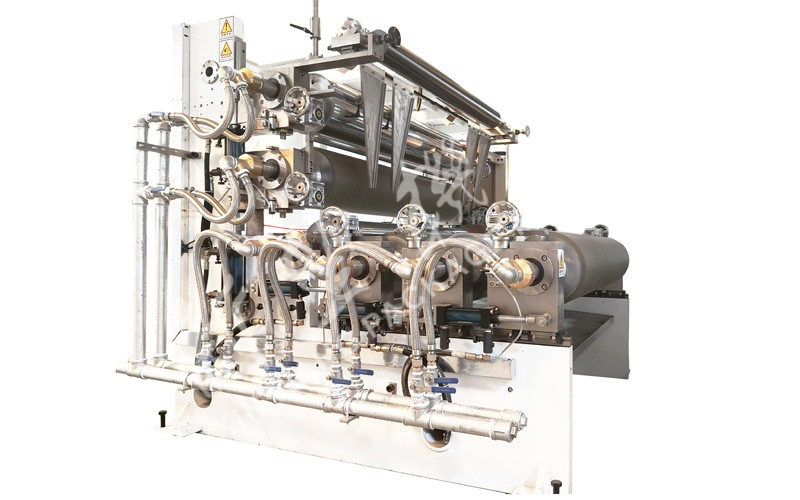
該涂布機用于BOPP密封膠帶的涂布生產。然后用一層或一層功能性的油墨將其卷繞起來,再涂上一層特定的油墨。它使用特殊的高速涂布頭,能有用下降氣泡的發生。涂布機收放卷均設有全速自動接膜機構,張力閉環自動控制。
涂布機在操作過程中,首先會遵循兩個操作過程。
第一:順轉輥定厚進程
膠輥涂布及涂布窗口:首先介紹術語涂布技巧—涂布窗口,任何涂布方法(方法)都有一個適用的方案,在一定的操作條件(方案)下可以進行無害化涂布,也就是將流體薄層均勻地涂布到支撐體上,這個涂布操作的計劃在涂布技能中稱為涂布窗口。在涂布機中,是靠調度順轉輥涂布中由兩根改動方向相同的涂布輥和計量輥之間的計量空位來操控,在涂布輥上的構成的需求厚度的涂層。涂布辦法是順轉輥的分外辦法,即其間一根計量輥不改動即轉速為零,計量輥的截面做成逗號形狀,也叫逗號刮刀。涂層厚度能夠經過改動逗號刮刀和涂布輥之間的間隔來調度。這種分外的順轉輥涂布辦法中,在操作不當,刀口方位違背作業方位,涂布參數和漿料參數不在某一計劃內,能夠會呈現豎條道害處,稱為豎條道。

第二部分:翻轉輥涂布機涂布窗口涂布工藝:在極板布機上,涂布輥上的漿體涂布在卷筒的空白區域向背面卷繞的銅箔或鋁箔輸送。因此,涂層工藝必須符合反粘涂層的規定。在反輥涂布過程中,如果兩輥的間隙比很小,毛細管數就足夠低,即在低粘度或低轉速的情況下,在寬速比下的計劃活性相對穩定。可獲得良好的涂層外觀質量。空位率大時,涂層速度快時,會出現短暫的空氣夾帶現象,涂層表面會出現許多細小的氣泡。有時為了增加產值,選擇移動涂布速度,會出現夾氣的危害,為了消除這種危害,選擇減少空位的操作方法。空間過小,使涂布輥和后輥相互揉搓,增加電機和減速機的負荷,構成異常磨損。這也是尺寸在反輥輸送涂布速度限制的第二個原因。

新望二維碼

地址:廣東省東莞市企石鎮東平村大興路151號

網址:www.vyjq.com.cn

+86-769-86780883/86723139/86736139

售后服務專線:0769-86738139致電總機轉808

郵箱:webmaster@xinwang-dg.com
國內業務:0086-769-86780883
外貿業務:0086-769-86780883轉886/830/818
市場營銷部經理/內貿:139-2685-1812(伍經理)
市場營銷部經理/外貿:135-0981-9098(羅經理)
版權所有:東莞市新望包裝機械有限公司 粵ICP備 05035041號??技術支持:競爭力網絡![]()
本網站部分素材來源于網絡,如有侵權,請立即聯系刪除





 在線咨詢
在線咨詢